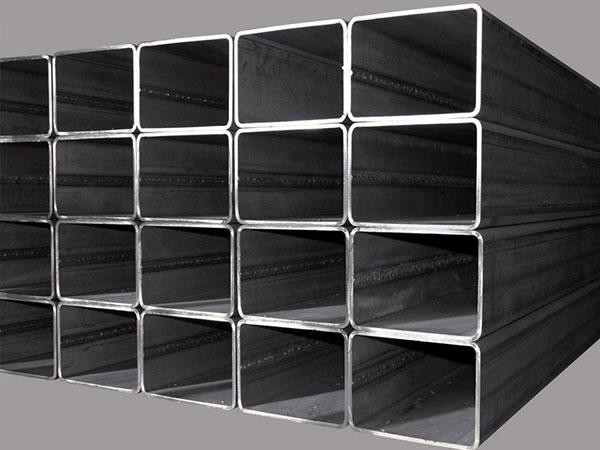
方管生产厂家在方管焊接时会产生一些缺陷,那么针对这些缺陷,我们该如何防止?焊接方管是有效的制管方法,但方管会产生各种各样的焊接缺陷。方管生产中夹杂物、预弧、熔合不足、边部熔合不足、中部溶合不足、粘焊、铸焊、气孔、跳焊等方管多种常见焊接缺陷产生的原因及其防止措施。
假如切割一块焊缝试样进行抛光、侵蚀并在金相显微镜下观察,热影响区外形像一个腰鼓,这是由于进入钢带边沿的高频电流从钢带边沿的端部和边部进入钢带产生热量。热影响区颜色比母材金属略深一些,由于焊接时碳向加热的钢带边沿扩散,焊缝冷却时被吸收在钢带边沿。特别靠近钢带边沿的碳氧化成CO或二氧化碳,剩余的铁没有碳,颜色变浅。
管子环焊缝的焊接位置有基本形式,即水平移动,垂直固定,水平固定,45度位置。电焊时焊条在电弧力下熔化滴向焊缝,同时母材也有一部门受热熔化和焊条的熔化金属结合在一起。母材和熔化金属间如有局部没有熔合便会形成没有熔透现象。母材受热熔化的深度叫熔透深度,是保持焊接强度的重要因素。
通常造成方管没有焊透的原因是焊接方管电焊工本人技术差或该开坡口施焊的未开坡口。坡口的斜度不够、缝隙太小,坡口的纯边留得太厚或太薄或两边厚薄不一致。焊接方管焊缝边修切不准确或组焊时拼装不良。焊接方管焊接前焊缝没有清理干净,有锈,有渣子或气割残留物没有清干净。施焊时速度太快或焊接电流过小。操纵时焊条角度分歧错误,以致熔池偏向母材的一边,使母材的边沿熔化不良。

地址
山东省泰安市高新区工业园(泰安市满庄钢材大市场南路98号)
手机
13001772399
钱经理
电话
0538-8106488

扫一扫,了解更多